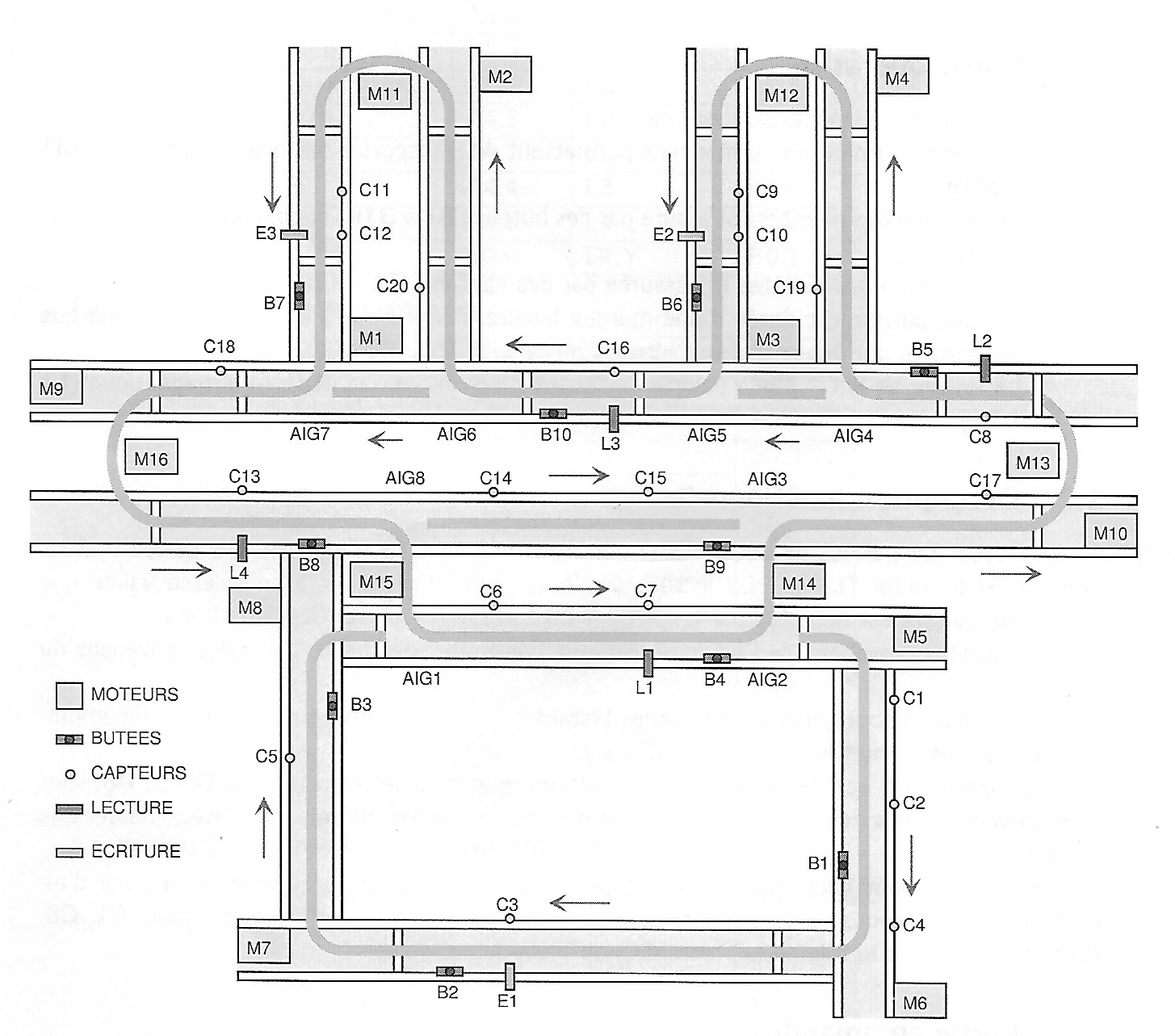
Cette ligne transitique est composée de trois zones contrôlées chacune par un automate différent : un magasin un hippodrome ainsi que deux épis. Les liens entre les différentes zones sont gérés grâce à des butées et des aiguillages.
Zone Magasin
Dans le magasin, il y a trois postes de travail où le robot intervient. Ces postes sont marqués par la présence d’une butée qui empêche les palettes d’avancer tant qu’elles n’ont pas été traitées. Au niveau du deuxième poste de travail, il y a un également un module d’écriture qui permet d’indiquer que la palette a bien été traitée dans cette zone. Nous avons imaginé un poste de perçage (butée B1), un poste de rivetage (butée B2) ainsi qu’un poste de soudure (butée B3). Chaque poste a une capacité de stockage de palettes, au poste de perçage, nous pouvons accumuler quatre palettes et aux postes de rivetage et de soudure, nous pouvons en accumuler cinq.
Zone Hippodrome
Cette zone permet l’aiguillage des palettes aussi bien ver les épis que vers le magasin. Dans l’hippodrome une lecture de l’état de la palette est faite. Si une palette n’a pas été traitée, elle doit aller dans le magasin. Dans le cas contraire, elle est dirigée vers les épis.
Zone Épis
Les palettes sont envoyées dans ces parties pour qu’un opérateur récupère la pièce finie et remette de la matière première sur la palette. Une fois ceci fait, un module d’écriture efface le fait que la palette a été traitée précédemment dans la zone du magasin. Un module de lecture est présent entre les deux épis pour voir si la palette a été traitée ou non. Il ne peut y avoir que deux palettes simultanément dans un épi, donc lorsque les épis sont pleins, les palettes déjà traitées doivent continuer de circuler sur l’hippodrome.